تاریخچه دستگاه تزریق پلاستیک
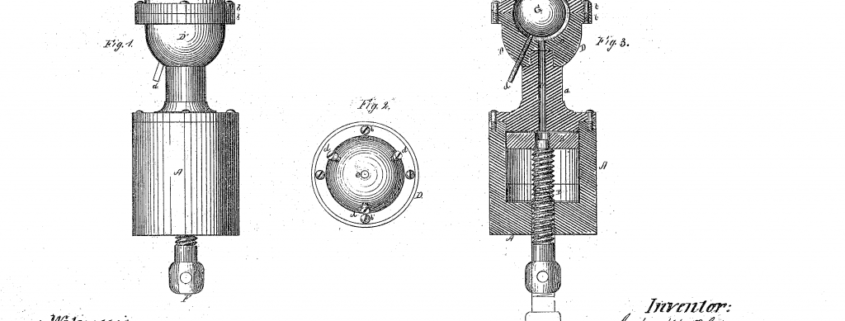
در سال 1868 میلادی، جان وسلی هایِت، تولید کننده توپهای بیلیارد Phelan and Colander، روشی برای ساخت توپ بیلیارد از تزریق سلولوئید به یک قالب، ابداع نمود. در سال 1872، جان و برادرش از اولین دستگاه تزریق رونمایی نموده که در مقایسه با ماشینآلات امروزی ساده و از اجزای کمتری برخوردار بود. این دستگاه به واسطهی یک پیستون، مواد را از داخل سیلندری داغ به داخل قالب تزریق میکرد. با پیشرفت آرام صنعت در گذر سالها، محصولات دیگری مانند فرمدهندهی یقهی پیراهن، دکمه و شانههای جیبی تولید گردید.
در سال 1946، جیمز هندری با اختراع اولین دستگاه تزریق مارپیچی باعث دگرگونی صنعت پلاستیک شد. در این دستگاه باز طراحی شده مته ای طراحی شده جای پیستون را گرفته است. این مته مواد داخل سیلندر را قبل از انجام تزریق، مخلوط و سپس به داخل قالب هدایت می کرد. به این صورت قبل از عملیات تزریق، امکان ترکیب پلاستیک رنگی یا بازیافتی با مواد اولیه ممکن شد. امروزه این دستگاه های ماپیچ سهمی معادل 95 درصد از تولید شرکت های مربوطه را به خود اختصاص می دهد.
انتخاب دستگاه تزریق پلاستیک با عملکرد عالی یکی از مهمترین قسمت های تولید قطعات با کیفیت و مرغوب بوده و باعث کاهش هزینه ها و افزایش درآمد و سود می باشد. این امر مهم باعث افزایش تعداد مشتریان و همچنین حفظ مشتریان قدیمی تر می گردد.
فرآِیند انتخاب دستگاه تزریق پلاستیک
آگاهی در مورد قطعاتی که قرار است با روش تزریق پلاستیک تولید گردد.
انتخاب نوع ماشین : 1) هیدرولیکی 2) هیبریدی 3) الکتریکی
محاسبه تناژ مورد نیاز واحد گیره
محاسبه حجم واحد تزریق
1) آگاهی در مورد قطعاتی که قرار است با روش تزریق پلاستیک تولید گردد.
فرآیند انتخاب مناسب دستگاه تزریق پلاستیک باید بر اساس آگاهی در مورد قطعات تولیدی باشد. قطعات تزریقی که برای دستگاه مناسب نباشند باعث کاهش قیمت تولید و زمان تولید و افزایش خسارت به دستگاه می گردد.
مواردی که در مورد قطعات تزریقی باید بدانیم:
جنس مواد
وزن قطعه
طول و عرض و ارتفاع قطعه
بخش متوسط دیواره
محل ورودی
ماکزیمم طول جریان از ورودی
تخمین زمان تولید
الزامات کیفیت
الزامات کیفیت سالانه
علاوه بر این، شما همچنین باید اندازه و وزن قالب را بدانید. اطلاعات مربوط به قطعات تایید شده، به شما این امکان را می دهد که اندازه واحد تزریق، تناژ واحد گیره و نوع دستگاه را پیدا کنید.
2) انتخاب نوع دستگاه
انواع دستگاه تزریق پلاستیک
به طور کامل هیدرولیکی
به طور کامل الکتریکی
ترکیبی هیدرولیکی و الکتریکی
1) دستگاه تزریق پلاستیک به طور کامل هیدرولیکی
دستگاه تزریق پلاستیک هیدرولیکی بر اساس طراحی واحد گیره و پمپ هیدرولیکی و حضور یا عدم حضور آکومالاتور دستگاه تعریف می گردد. پمپ هیدرولیکی می تواند براساس پمپ های جابجایی ثابت یا متغییر و یا پمپ های سروو طراحی گردد.
موارد مهم جهت خرید دستگاه تزریق پلاستیک هیدرولیکی
تصمیم در مورد خرید دستگاه نو یا کارکرده تزریق پلاستیک هیدرولیکی
قیمت خرید
راندمان انرژی
مواد اولیه
طراحی قطعه
طراحی قالب
الزامات اتاق تمیز
زمان سیکل
زمان نگهداشت
قابلیت سرویس دهی محلی
تاریخچه دستگاه تزریق پلاستیک
اگر مصرف کم انرژی در اولویت باشد، ماشین هیدرولیکی با یک پمپ سروو را انتخاب کنید، زیرا این بیشترین راندمان انرژی نسبت به ماشین آلات کاملا هیدرولیک دارد. یک سروو پمپ تنها زمانی عمل می کند که دستگاه نیاز به حرکت داشته باشد، بقیه زمان بدون کارکرد، ماشین به صورت حداقل مصرف انرژی عمل می کند. با این حال، قیمت خرید دستگاه با پمپ سروو 10٪ -15٪ بالاتر از یک دستگاه هیدرولیک با یک پمپ جابجایی ثابت یا حتی پمپ جابجایی متغیر است.
2) دستگاه تزریق پلاستیک به طور کامل الکتریکی
هر حرکت دستگاه تزریق پلاستیک به طور کامل الکتریکی با موتورهای سروو انجام می شود. ماشین های الکتریکی دارای قابلیت تکرارپذیری عالی بوده که عملا کیفیت قطعه تولیدی را تضمین می کند. دستگاه تزریق پلاستیک به طور کامل الکتریکی برای قالب بندی وسایل پزشکی مناسب می باشد. این دستگاه برای محیط های تمیز مناسب است، زیرا هیچ روغن هیدرولیکی وجود ندارد که بتواند روی زمین نشت کند. دستگاه دارای راندمان بسیار بالا انرژی می باشد.
در حال حاضر، با حضور ماشینهای تمامالکتریک عرصه بر ماشینهای تزریق هیدرولیکی رایج تنگ و تنگتر میشود. شرکتهای مرتبط، این ماشینآلات را به دلیل صرفهجویی 80 درصدی در مصرف انرژی و نیز تکرارپذیری تقریباً 100 درصدی که به لطف حضور سروو موتور میسر گشته، به نمونههای هیدرولیکیِ رایج ترجیح می دهند. در عین حال که قیمت یک دستگاه تزریق الکتریکی حدوداً 30 درصد از دستگاه هیدرولیکی معمولی بالاتر است، تقاضای وسیع محصولات پلاستیکی، در حال برطرف نمودن این مانع مالی است. این گمانهزنی وجود دارد که دستگاههای تزریق هیدرولیکی تا 20 سال آینده به تاریخ خواهند پیوست، چراکه هر روزه و به دلیل فضای رقابتی موجود، شرکتهای بیشتری در حال کوچ به دنیای جدید ماشینآلات الکتریکی هستند.
دستگاه تزریق پلاستیک
تراش، فرز، وایرکات، اسپارک، دریل رادیال، ماشین سنگ زنی، اره لنگ و … نیاز می باشد.
نحوه ساخت به این صورت است که متریالی مناسب (بسته به بودجه و کیفیت کار) انتخاب شده، قسمت های پیچیده مانند سنبه و ماتریس را با دستگاه CNC ماشین کاری می کنند، برای ساخت میل راهنما از دستگاه تراش استفاده می کنند (البته میل راهنما های استاندارد به صورد آماده نیز در بازار موجود می باشد)، برای ساخت مثلا صفحه پران در اندازه دقیق، پس از برش با اره از ماشین سنگ زنی میلی متری برای اندازه دقیق صفحه پران استفاده می شود، برای سوراخ کاری از دریل رادیال استفاده می شود و به همین ترتیب تا مرحله آخر ساخت قالب، یعنی رنگ آمیزی، این پروسه به دقت انجام می گردد.
تاریخچه دستگاه تزریق پلاستیک
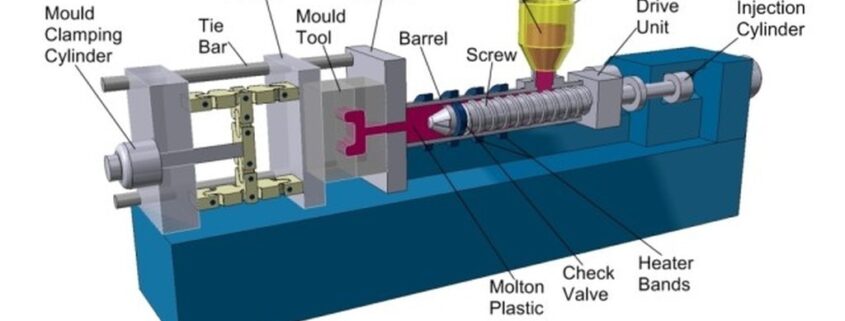
طرز کار دستگاه تزریق پلاستیک
پیش از تزریق مواد به داخل قالب، ابتدا دو نیمه قالب می بایست توسط واحد گیره به یکدیگر قفل شوند. هر دو نیمه ی قالب به دستگاه متصل هستند ولی تنها یکی از آن دو می تواند از قابلیت حرکت برخوردار باشد. واحد گیره با اتکا به نیروی هیدرولیکی، دو نیمه قالب را به یکدیگر فشرده و با اعمال فشار کافی آنها را در طی روند تزریق ثابت و بی حرکت نگاه می دارد. زمان مورد نیاز جهت بستن و فشردن دو نیمه قالب بسته به دستگاه مورد استفاده متغیر است: دستگاه های بزرگ (آنهایی که از نیروی گیره بالاتری برخوردارند) زمان بیشتری نیاز خواهند داشت. این زمان را می توان با توجه به زمان چرخه بی بار دستگاه مورد ارزیابی قرار داد.
تزریقDwelling :
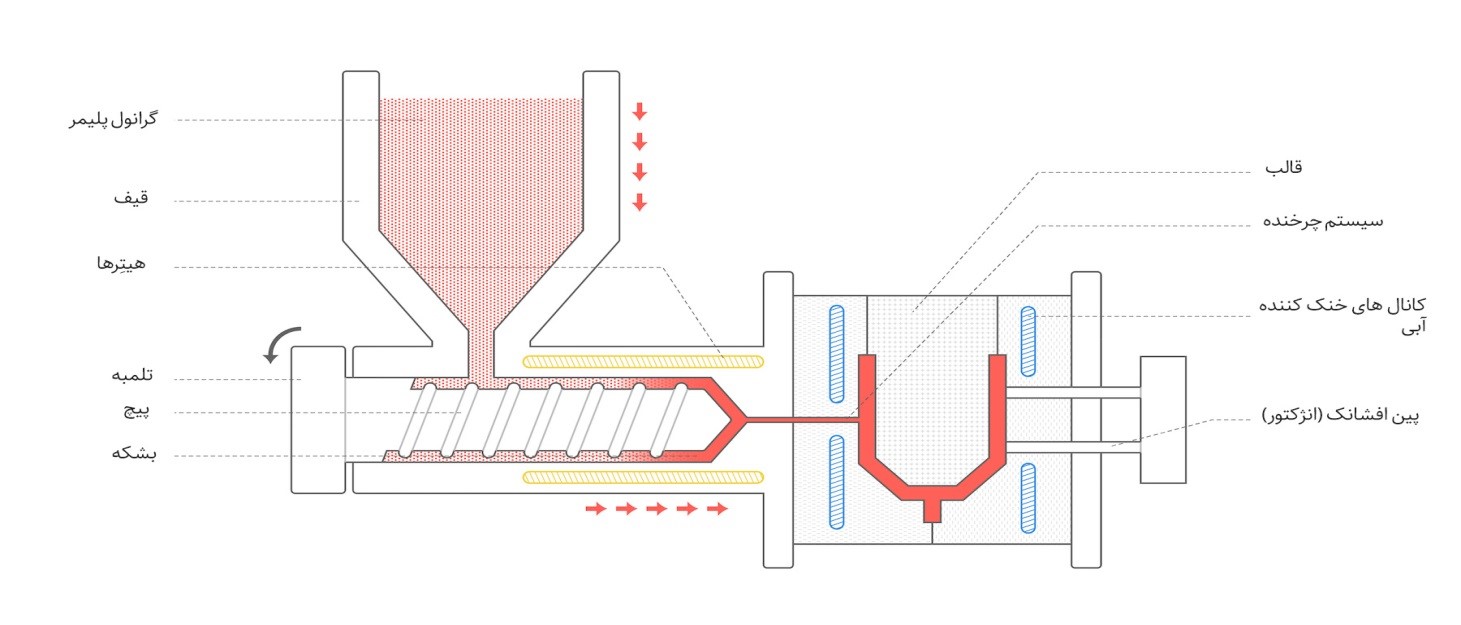
در فاز تزریق مواد پلاستیک که معمولا به فرم گرانول ( دانه دانه ) می باشند ، وارد قیفی در قسمت بالایی دستگاه می شوند و از آنجا وارد سیلندری می شوند که توسط هیترهایی احاطه شده است . گرانولها پس از حرارت دیدن به حالت مذاب یا رزین در می آیند . در داخل سیلندر مواد به وسیله مارپیچی زیر و رو می شوند . با چرخش مارپیچ مواد نیز به سمت جلو رانده می شوند . و هنگامی که ماده کافی در قسمت جلویی مارپیچ ذخیره شد ، عملیات تزریق توسط نازل صورت می گیرد . و مواد مذاب به داخل راهگاه قالب رانده می شوند . سرعت و میزان فشار وارده به میزان چرخش مارپیچ و نیز قطر نازل بستگی دارد . در برخی از ماشینهای تزریق پلاستیک به جای مارپیچ از یک پیستون منگنه ای استفاده می شود .
فاز Dwelling شامل یک مکث در پروسه تزریق می شود تا هم مذاب در داخل کویتیها به صورت کامل پر شود و هم گازهای ایجاد شده از محفظه های تعبیه شده خارج شوند .
خنک کاری: Cooling
در این مرحله مذاب خنک می شود تا به حالت جامد در آمده در غیر این صورت احتمال تغییر شکل محصول زیاد می باشد .
بازشدن قالب: Mold Opening
در این قسمت بخش Clamping از هم باز می شود تا دو نیمه قالبها نیز از هم باز شوند و آماده بیرون اندازی شوند .
بیرون اندازی: Ejection
چند میله به همراه یک صفحه عملیات خروج قطعه از قالب را انجام می دهند . رانرها و راهگاههای قطعه کار که به صورت غیر استفاده و زاید می باشند از قطعه جدا و تمیزسازی می شوند تا مجددا برای ذوب شدن آماده شوند .
تاریخچه دستگاه تزریق پلاستیک