قالب گیری تزریق پلاستیک
قالب گیری تزریق پلاستیک بر فرآیند تولید محصولات پلاستیکی تزریقی – بر مبنای ترموپلاستیک و ترموستها – اطلاق میگردد مواد پس از وارد شدن به سیلندری داغ، میکس و سپس توسط مارپیچ به داخل کویتهی قالب، جایی که قطعهی قالب گیری شده در آن سرد و سخت میگردد، رانده میشود. پس از طراحی یک قطعه توسط مهندس یا طراح صنعتی، قالب متناسب با قطعه توسط قالبساز ساخته میشود. قالبهای تزریق عموما از فولاد یا آلومینیوم و طی ماشینکاریِ دقیقی ساخته شده تا منعکسکنندهی ویژگیهای قطعه طراحیشده باشند. قالبگیری تزریق به منظور تولید طیف وسیع محصولات از کوچکترین اشیاء تا بدنه کامل اتومبیلها، مورد استفاده قرار میگیرد.
یکی از رایج ترین و مهم ترین روشهای ساخت قطعات پلاستیکی، استفاده از ماشین تزریق است.
ماشینآلات تزریق
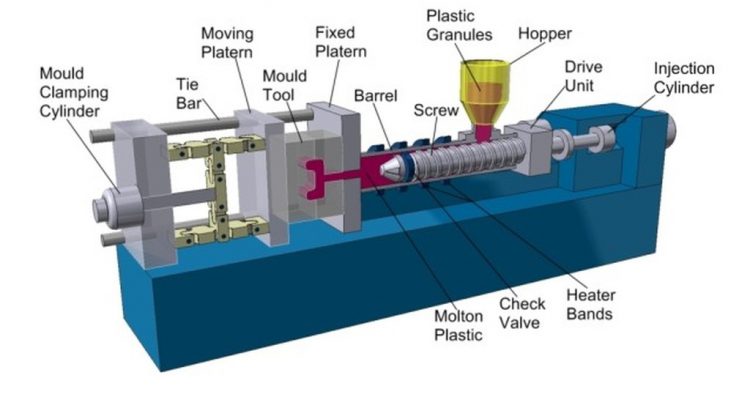
دستگاههای تزریق پلاستیک متشکل از قیف تغذیه، متهی مارپیچی تزریق و واحد حرارتی میباشند. قالبها در صفحات گیرهی دستگاه قفل شده و سپس پلاستیک از دهانه اسپرو به قالب داخل و قطعه تزریقی ایجاد میگردد.
دستگاههای تزریق بسته به میزان نیروی اعمالی صفحات گیرهی آنها به تناژهای مختلف تقسیمبندی میشوند. این نیرو، قالب را هنگام فرآیند تزریق ثابت و بیحرکت نگاه میدارد. تناژِ دستگاه میتواند محدودهای مابین ۵ تا ۶۰۰۰ تن را در بر گرفته و البته تناژهای بسیار بالا از کاربرد نسبتا کمتری برخوردار میباشند.
نیروی گیرهی موردنیاز توسط مساحت تصویرشدهی قطعه تعیین میگردد. سپس، به ازای هر اینچمربع از این ناحیه تصویرشده، ضریبی مابین ۲ تا ۸ تن در آن ضرب شده و نیروی گیره موردنیاز حاصل میگردد. به عنوان قاعدهای کلی، ۴ یا ۵ تن بر اینچمربع عددی قابل قبول برای اکثریت قطعات تزریقی محسوب میشود.
اگر پلاستیک مورد استفاده بسیار خشک باشد، به فشار تزریق بیشتری برای پر نمودن قالب نیاز خواهیم داشت و نتیجتا نیروی گیره بالاتری نیز برای نگاه داشتن قالب مد نظر خواهد بود. همچنین، نیروی گیرهی مورد نیاز ممکن است بواسطهی نوع مواد مصرفی و ابعاد قطعه تعیین گردد: قطعات پلاستیکی بزرگتر نیروی گیرهی بیشتری را نیاز خواهند داشت.

















دیدگاه خود را ثبت کنید
آیا می خواهید به بحث بپیوندید؟در صورت تمایل از راهنمایی رایگان ما استفاده کنید!!